Proč kovové lisovací díly způsobují trhání?
Běžné formy trhání a zkosení kovových lisovaných dílů. Proces ražení středového ochranného povrchového držáku je: vysekávání a děrování-děrování naříznutí-obrubování tvarování-řezání-obrubování. Existuje mnoho forem trhání a zkosení během procesu tvarování střední ochranné povrchové konzoly. Trhací části jsou distribuovány hlavně ve vzoru otvorů obrobku a oblouku R v rohu boční stěny a spoje hrdla stěny atd., kvůli lisování a výrobě Rozdíl v podmínkách procesu, podíl každá zlomená část je jiná. Trhlina může být jednorázová tvořící se trhlina, nebo trhlina způsobená rozvojem únavových trhlin, tedy neviditelných trhlin.
Důvodová analýza: Podle skutečné situace na místě se při kontrole polohy odtržení, tvaru zlomu a stupně rozdrcení součásti předpokládá, že chování součásti při roztržení a zešikmení se odráží hlavně v procesu tváření obrubováním. Důvody pro tento proces jsou následující:
1. Parametry procesu tváření nejsou nastaveny. Během tváření součásti proces vyžaduje, aby matrice, lisovací jádro a dvě části byly těsně k sobě připojeny a plastická deformace plošného materiálu byla vynucena, když obráběcí stroj sklouzává dolů. Zformováno. Vzhledem k nevýhodám, jako je nestabilní kvalita lisovaných dílů, však ukazuje, že tlak obráběcího stroje je během výrobního procesu v nevyrovnaném stavu kolísání tlaku. Hlavním důvodem je, že zpracovatelé v této fázi včas neupravili přítlak obráběcího stroje podle požadavků označení procesu, nebo si vzájemně nesdělili informace o stabilitě přítlaku stroje při předávání každé směny, což má za následek špatnou kvalitu dílů. Stabilizovat.
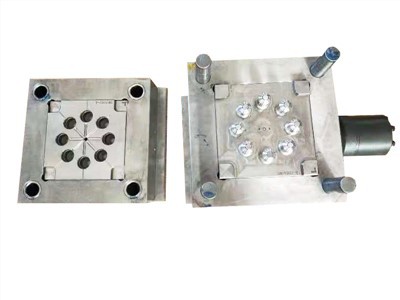
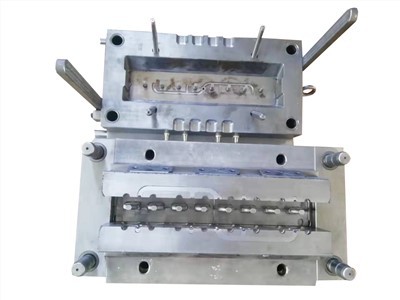
2. Vady v konstrukci formy pro lemování. Forma je společná pro levou a pravou část formy se dvěma dutinami. Protože obsahem tohoto procesu není jen lemování, ale také tvarotvorný obsah. Kromě toho jsou díly obzvláště složité, zakřivený povrch je úzký a požadavky na tvarování jsou konkávní. Jádro lisovacího materiálu formy je konzistentní s tvarovacím povrchem atd., což má za následek velký tvarovací zdvih ve stavu struktury formy a malou lisovací plochu. V původním návrhu formy konstruktér uvažoval pouze o vlastnosti malé zaslepovací plochy, ale ignoroval zdvih vodícího saně zaslepovacího jádra.